How to Control Tolerance in Precision Die Cut Components?
Summary
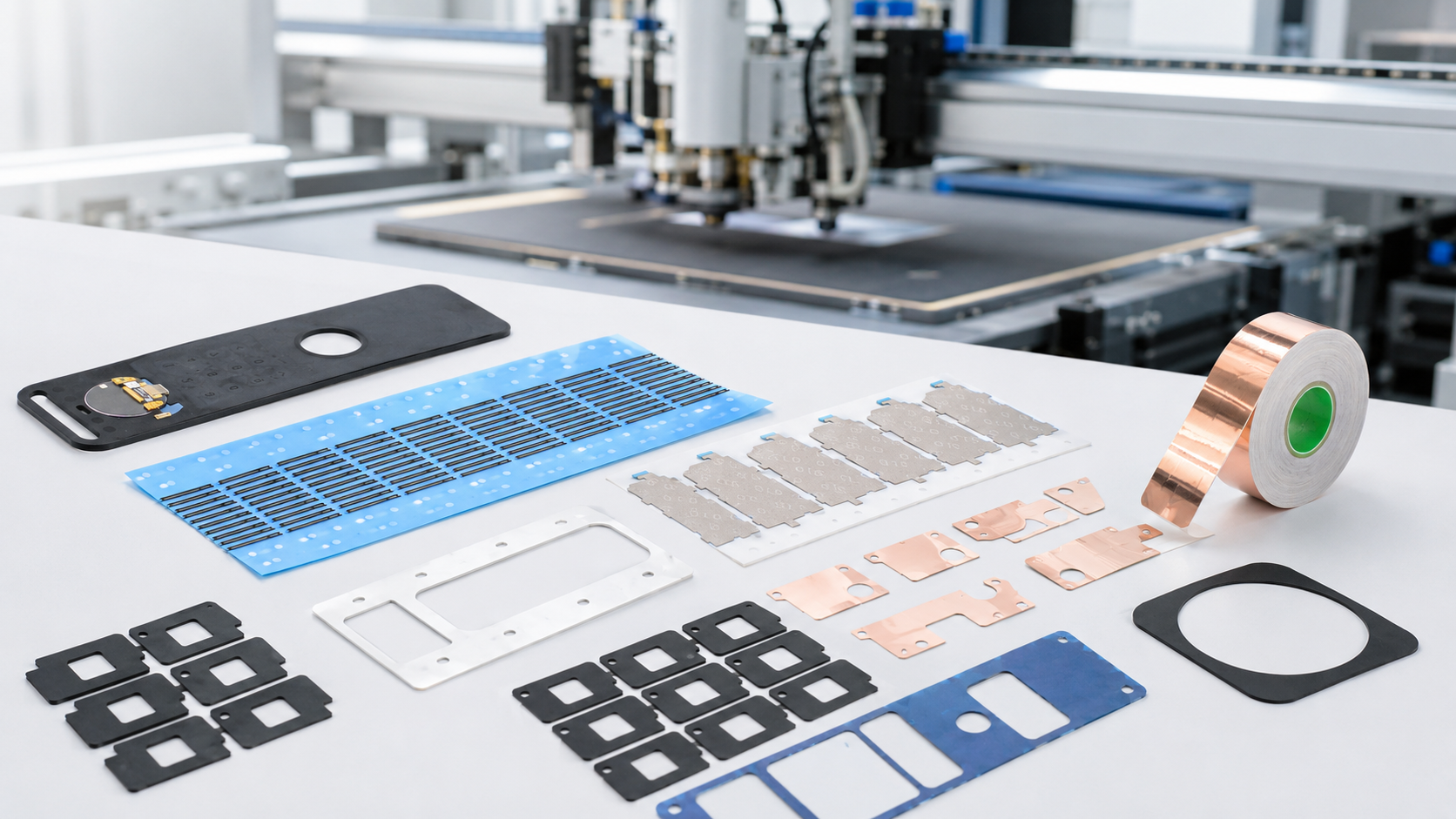
Controlling precision die cutting tolerance is essential for functional components used in electronics, EV batteries, medical devices, communication equipment, AI servers, robotics and industrial products. For soft and flexible materials such as foam, adhesive tape, copper foil, conductive fabric, graphite sheet and insulation film, tolerance control is not only about machine accuracy. It also depends on material stability, tooling design, lamination accuracy, waste removal, inspection methods and process control.
Xinyusheng supports custom precision die cutting with engineering review, sample validation, first article inspection, IPQC, CCD inspection, full inspection and OQC. For suitable materials and structures, tolerance can reach ±0.03 mm, helping customers improve assembly consistency, product reliability and mass production stability.
Why Tolerance Control Matters in Precision Die Cut Components?

For precision die cut components, tolerance directly affects product fit, bonding strength, sealing performance, conductivity, insulation and final assembly efficiency. A foam gasket that is too large may create compression interference. A copper foil grounding part that shifts slightly may reduce electrical contact. A battery insulation film with inaccurate holes may affect assembly safety. A tape component with unstable liner position may slow down automated assembly.
As electronic products become thinner, lighter and more integrated, the space left for functional materials becomes smaller. This makes die cutting tolerance more important in applications such as smart devices, EV battery packs, wearable electronics, medical equipment, charging modules and high-density server systems.
Tolerance Is Not Only a Number
Many buyers request the tightest possible custom die cut tolerance, but a practical tolerance strategy should match the real function of the part. Not every dimension requires the same accuracy. Critical areas such as holes, connector windows, grounding points, sealing edges and alignment slots usually need tighter control. Non-critical outer edges or carrier liners may allow a wider tolerance to reduce cost and improve production efficiency.
Dimension Type | Example | Recommended Control Method |
Critical dimension | Hole position, contact point, sealing edge | Tight tolerance, first article inspection, CCD inspection |
Functional dimension | Outer profile, adhesive area, pull tab | Standard tolerance, IPQC monitoring |
Non-critical dimension | Carrier liner, waste edge | General tolerance control |
A clear drawing with critical dimensions marked helps the supplier choose the right process, inspection method and tolerance standard.
Why Soft Materials Are Difficult to Control?

Unlike metal or rigid plastic, soft materials deform during cutting, lamination and handling. This is why precision die cutting tolerance must be managed through the full process, not only at the cutting station.
Foam may compress under die pressure and rebound after cutting. Adhesive tape may stretch, shift or overflow. Copper foil may wrinkle or produce burrs if tension and tooling are not stable. Conductive fabric, graphite sheet and insulation film may move during lamination, especially in multi-layer structures.
Foam, Tape, Copper Foil and Composite Materials
In custom foam die cutting, density, thickness, compression force and rebound behavior all influence dimensional stability. For die cut adhesive tape, adhesive thickness, release liner type, release force and die pressure determine whether the edge is clean and whether glue overflow appears.
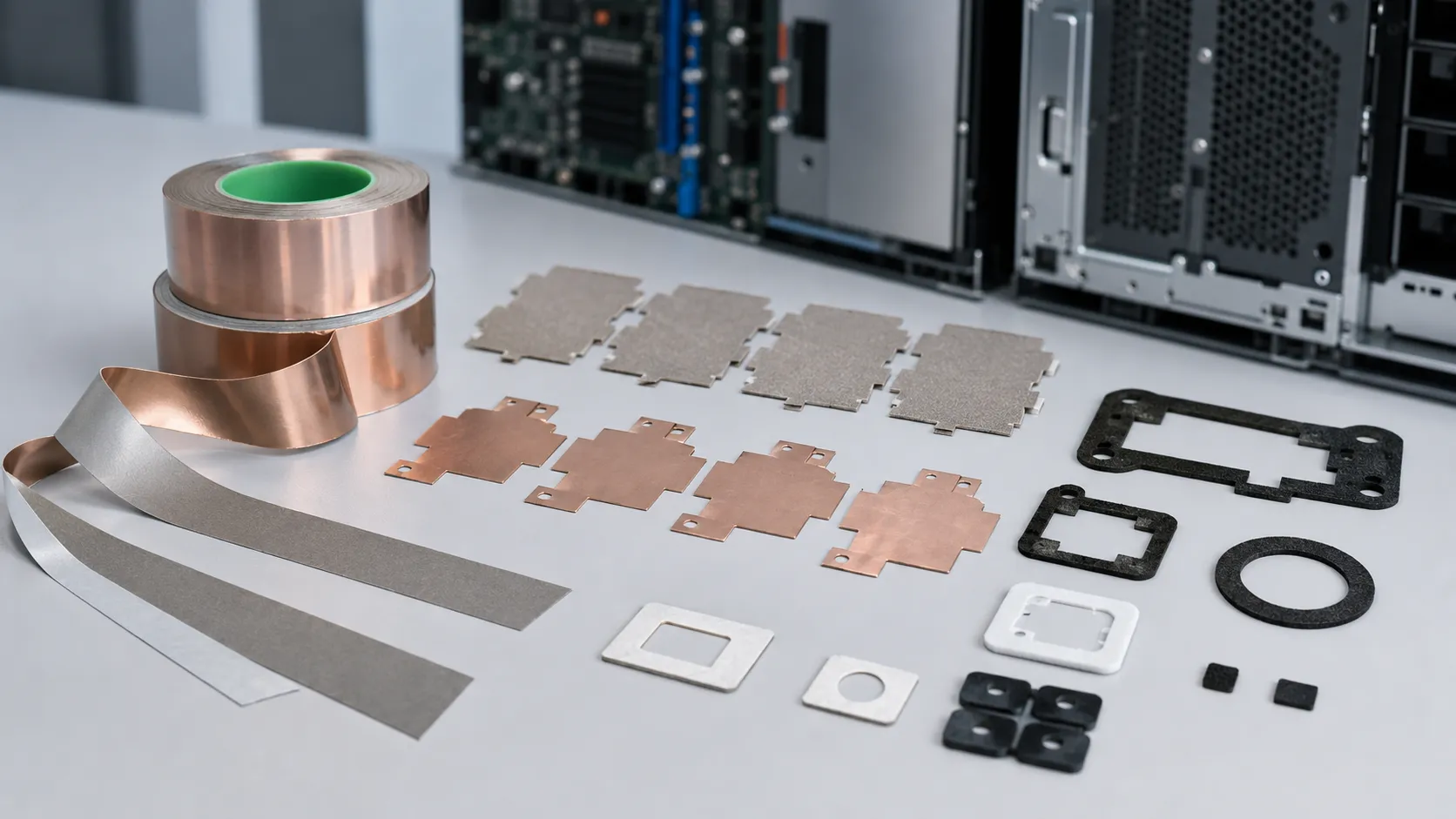
For die cut copper foil, important control points include burr reduction, wrinkle prevention, flatness and positional accuracy. These parts are often used for EMI shielding, grounding and electrical connection, so unstable dimensions may affect product performance.
Multi-layer die cut parts are more complex. A single component may include foam, PET film, PSA adhesive, copper foil, conductive fabric, release liner and pull tab. Each layer has its own dimensional behavior, and total tolerance must be controlled through material selection, lamination design and process validation.
Key Factors That Affect Die Cutting Tolerance?

Reliable precision die cutting services require stable control of materials, tools, equipment and inspection standards. The following factors usually have the greatest impact on final dimensions.
Factor | Common Risk | Control Method |
Material thickness | Compression, rebound, dimensional change | Incoming inspection and material specification control |
Adhesive flow | Glue overflow, edge contamination | Proper PSA selection and die pressure control |
Tooling design | Burrs, uneven cut, unstable repeatability | Optimized blade angle, clearance and tool maintenance |
Lamination | Layer shift, bubbles, wrinkles | Alignment design, tension control and clean process |
Waste removal | Part deformation during stripping | Waste bridge design and controlled peeling direction |
Temperature and humidity | Material expansion or adhesive change | Stable storage and production environment |
Inspection method | Measurement variation | Defined datum, equipment and inspection frequency |
For die cut adhesive tape, kiss-cut depth and liner stability are especially important. For foam and rubber-like materials, pressure control and recovery time must be considered. For thin films and copper foil, tooling sharpness and material tension are key to clean edges and stable dimensions.
Xinyusheng’s Tolerance Control Process

In custom precision die cutting, tolerance control starts before mass production. Xinyusheng reviews customer drawings, material stack-up, functional requirements, critical dimensions and application scenarios before tooling and sampling. This helps identify possible risks early and avoids unrealistic tolerance requirements.
Sampling, First Article, IPQC, CCD Inspection and OQC
A complete tolerance control process usually follows this flow:
Drawing Review → Material Confirmation → Tooling Design → Sample Making → First Article Inspection → IPQC Patrol Inspection → CCD Inspection / Manual Inspection → OQC → Packaging and Delivery
During sample making, engineers verify whether the material and structure can meet the required tolerance. During first article inspection, key dimensions are checked before batch production begins. IPQC monitors machine parameters, material tension, lamination condition and cutting stability during production.
CCD inspection helps detect dimensional deviation, missing parts, offset, deformation and visible defects. For high-volume or high-reliability projects, full inspection die cutting can be applied to improve consistency and reduce the risk of defective parts entering assembly.
OQC is the final checkpoint before shipment. It confirms that finished parts meet customer requirements for dimensions, appearance, packaging, labeling and delivery condition.
Tolerance Control Table for Common Materials
Material / Component | Common Application | Tolerance Risk | Control Focus |
Foam gasket | Sealing, cushioning, dustproofing | Compression deformation | Foam density, die pressure, rebound control |
Adhesive tape | Bonding, mounting, assembly | Glue overflow, liner shift | PSA type, liner direction, kiss-cut depth |
Copper foil | Grounding, EMI shielding | Wrinkle, burr, edge lift | Tension control, tooling sharpness |
Conductive fabric / foam | EMI gasket, conductive cushioning | Layer shift, compression variation | Lamination accuracy and compression design |
PET / PI insulation film | Battery, PCB, medical devices | Hole offset, edge burr | Tooling accuracy and CCD inspection |
Graphite sheet / thermal pad | Heat spreading and thermal management | Fragile edge, powdering, misalignment | Carrier film, clean cutting and careful handling |
This table shows why different materials need different tolerance strategies. A single standard cannot fit every precision die cut component. The right process should be selected according to the material, product function, structure and production quantity.
Can ±0.03 mm Tolerance Be Achieved for Every Part?

No. ±0.03 mm tolerance can be achieved only when the material, thickness, part size, structure, tooling method and measurement standard support it. Thin PET films, insulation sheets and small adhesive parts may be suitable for tighter tolerance. Thick foam pads, soft rubber parts or complex multi-layer cushioning structures may require a wider and more practical tolerance range because the material naturally compresses and rebounds.
To improve feasibility, buyers should provide clear project information:
Information Needed | Why It Matters |
2D drawing with critical dimensions | Defines what must be tightly controlled |
Material and thickness requirements | Determines deformation risk |
Application position | Helps evaluate fit, sealing, bonding or conductivity |
Assembly reference | Supports better datum and alignment control |
Quantity and packaging method | Affects process selection and delivery form |
Inspection standard | Ensures consistent measurement and acceptance |
The most effective approach is to apply tight tolerance only to function-critical areas instead of every dimension. This improves manufacturability, reduces unnecessary cost and supports more stable mass production.
FAQ
What is die cutting tolerance?
Die cutting tolerance is the acceptable dimensional variation between the drawing and the finished die cut part. It may include outer profile, hole position, slot size, thickness, liner position and critical assembly dimensions.
What affects precision die cutting tolerance most?
The main factors include material behavior, tooling accuracy, lamination stability, machine tension, waste removal, temperature, humidity and inspection method.
Can foam be die cut with tight tolerance?
Yes, but foam tolerance depends on density, thickness, compression and rebound. Thin and stable foam is easier to control than thick or highly compressible foam.
Why is first article inspection important?
First article inspection confirms that the first produced parts meet drawing requirements before batch production begins. It helps prevent batch defects and reduces rework risk.
How does CCD inspection improve die cut quality?
CCD inspection can quickly check dimensions, alignment, missing parts, deformation and surface defects. It is especially useful for high-volume precision die cut components.
Should all dimensions use the tightest tolerance?
No. Only function-critical dimensions should use tight tolerance. Applying strict tolerance to every dimension may increase tooling cost, inspection cost and production difficulty.
What drawings are needed for a custom die cutting quote?
A 2D drawing with dimensions, tolerance, material, thickness, application notes and critical areas is preferred. If available, a 3D file or assembly drawing can also help engineers evaluate the application more accurately.
Conclusion
Controlling precision die cutting tolerance requires a complete engineering and quality system. For foam, adhesive tape, copper foil, conductive materials, graphite sheets and insulation films, stable tolerance depends on drawing review, material selection, tooling design, lamination control, first article inspection, IPQC, CCD inspection, full inspection and OQC.
Xinyusheng provides custom die cutting services for functional components used in electronics, EV batteries, medical devices, AI servers, robotics, drones, communication equipment and industrial applications. With engineering support, sampling capability, automated inspection and full-process quality control, Xinyusheng helps customers achieve stable dimensions, reliable assembly and scalable mass production.
Table of Contents
Related news
Company News
What Is Custom Precision Die Cutting? What Types of Custom Functional Components Is Xinyusheng Suitable For?
May 14,2026
Discover More

Company News
Custom Die Cut Gaskets: Materials, Design and Applications
July 17,2026
Discover More
Company News
EMI Conductive Die Cutting: Materials, Shielding and Applications
July 14,2026
Discover More